超声波点焊机说明书
产品参数:
|
型号 |
JL-1020气动超声波点焊机 |
|
操控方式 Touch screen |
脚踏式 |
|
工作频率(KHz) Frep. |
20 |
|
超声功率(W)Uitrasonic Power |
1000 |
|
功率可调(%)Power Range |
自动调整 |
准备阶段:
将超声波点焊机的换能器(变幅杆)输出电缆线插头和发生器相连接,并连接可靠;
确认换能器钛合金模头与支架底板的不锈钢不直接接触;
将超声波点焊机接入220V/50Hz三芯电源,仪器控制面板上有一只绿色指示灯会亮,表示仪器已通电,可以进行操作。
警告:使用前确保换能器连接良好,打开电源按钮。注意不连接换能器的情况下打开电路很可能会损坏电路,由于顾客不当操作造成的仪器损坏,不在保修范围之内。
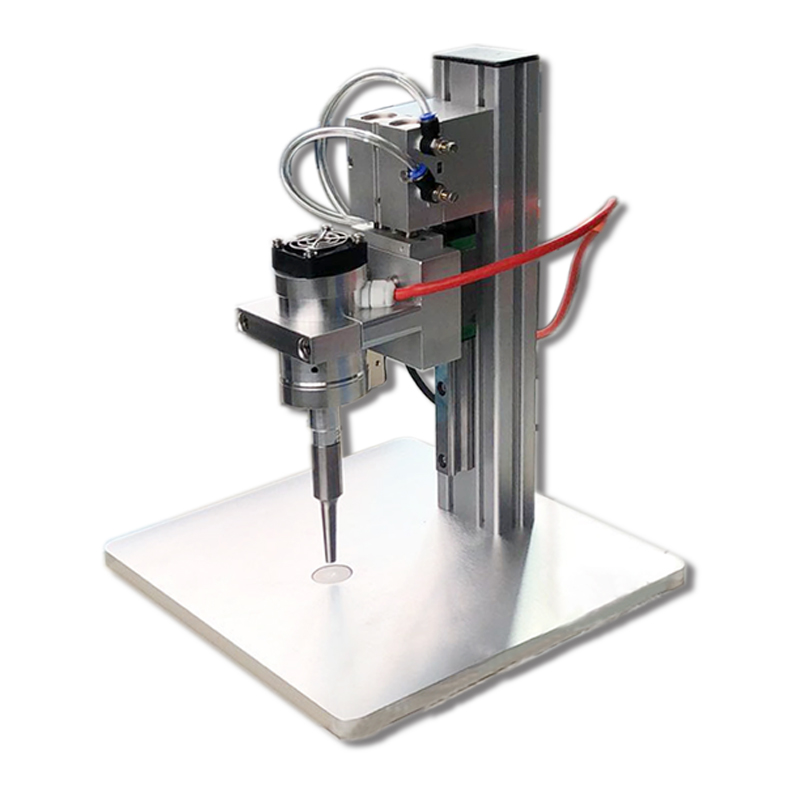
使用步骤:
1、频率调节
面板上的微调频率旋钮可以调节频率;出厂时已调节好。
警告:不建议顾客自行调节或频繁调节。
若需要调节,请按以下方法:
(1)关闭超声电源状态下;
(2)确认换能器和发生器可靠连接正确;
(3)左手将换能器放入支架圆形环中,右手调节支架的两调节紧固螺丝,根据口罩的厚度来调节钛合金模具端面与支架台面中间的不锈钢间距,一般平面口罩为0.1~0.15mm(1张A4纸的厚度);KN95口罩为0.2~0.25mm(2张A4纸的厚度);
警告:换能器钛合金模头不得直接接触不锈钢,否则会使得换能器陶瓷片断裂,模头变形。
(4)用力并均匀拧紧两个紧固螺丝,完全固定,不得有松动的现象;
(5)开启超声波发生器开关;
(6)左手慢慢旋动旋钮,右手在钛合金模具头上下滑动触摸,感觉有滑动感为最大,并无尖叫声时为最佳匹配频率,这时换能器为最佳工作状态。
2、功率调节
调节功率旋钮,观察工作电流,根据焊接口罩厚度设置合适的焊接功率。
警告:空载时功率一般在0.15~0.25A为最佳,负载时电流在0.5~0.8A。
警告: 严禁超负荷工作,为了保护机器与换能器及模具,请合理设定最大工作电流。建议不得超过0.4A!
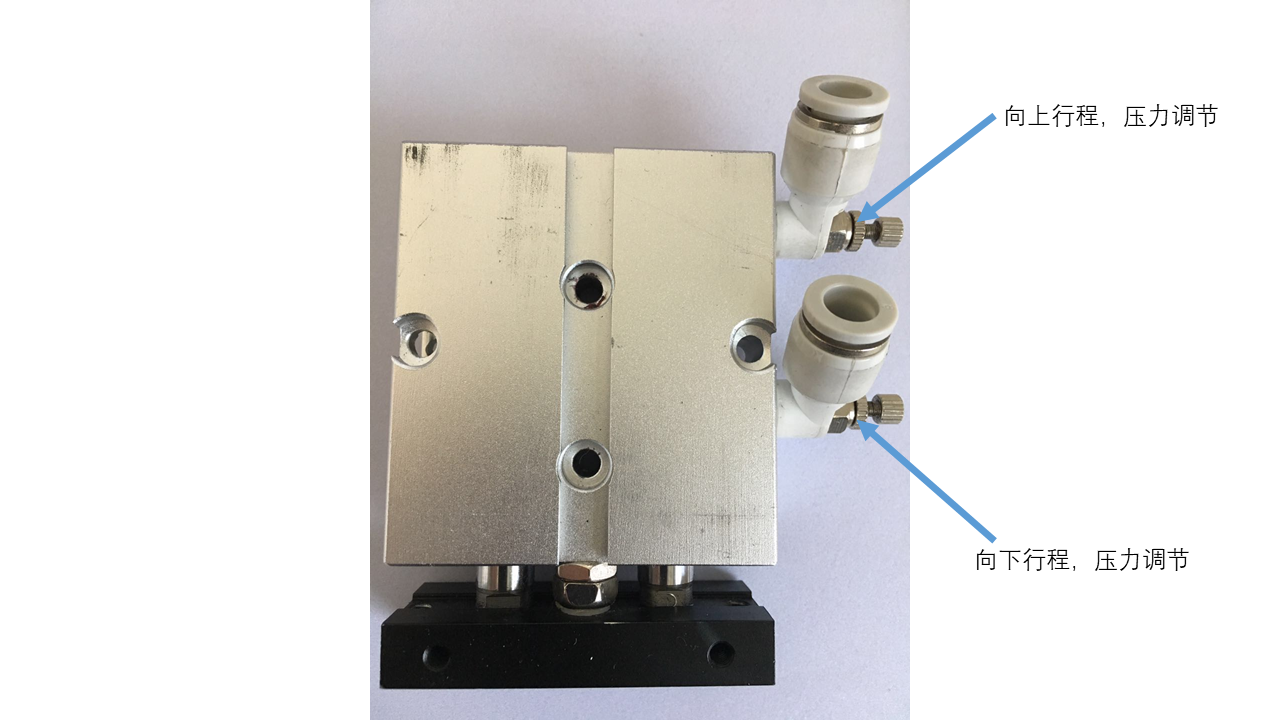
3、气压调节
调节向上和向下行程的气缸压力(顺时针减小,逆时针增大),使得使得踩下脚踏后焊头可以平稳接触焊接面,注意不能引起焊接面的振动。
4、焊接时间设定
根据口罩的厚度请设置不同的焊接时间,一般平面口罩时间在0.3~0.4S,N95时间在0.6~0.7S

设定操作:
设定焊接时间(采用OP模式)
通过长按设置按键,进入设置界面
通过增加、减小按键,选择工作模式,工作模式闪烁提示
短按设置按键,选定工作模式为OP,并进入参数设置
在参数设置界面,短按设置按键切换要修改的参数,短按/长按增加/减小按键进行修改
短按暂停按键切换切换计时单位(1s/0.1s/0.01s/1min)
所有参数设置完毕,长按设置按钮,保存设置并退出
5、踩下脚踏,开始点焊。
警告:操作人员应培训上岗,熟练并小心操作仪器,点焊时手指距离焊头3~5mm,手指不要放在钛合金头下面直接脚踏,也不要疲劳操作。